Cylinder Cleaning.
History and Random Tidbits
The use of early cylinder cleaner
arrangements that were not confined to just the gin stand itself started in the
early 1930’s. When harvesting cotton
became more mechanized, an entire host of new issues were brought to the gin in terms of trashy cotton with sticks, green leaves,bolls, burrs the entire spectrum of possiblities was front and center. This had to be dealt with to keep the cotton
clean and grades acceptable. This led to the development of cylinder cleaner
arrangements beyond what the feeder on the gin stand could accomplish. The most common at the time were five to
seven cylinder arrangements. These a were
of little benefit, causing even worse issues such as roping, kinking, and neps. Buyers of this cotton set a steep financial
penalty for cotton like this. To deal with
this, the gins initially slowed the rotation speed of the cylinders down to
200-250 RPM. This only provided minimal
relief. The manufacturers then flattened
the screening surfaces to permit a less drastic transfer of the cotton from
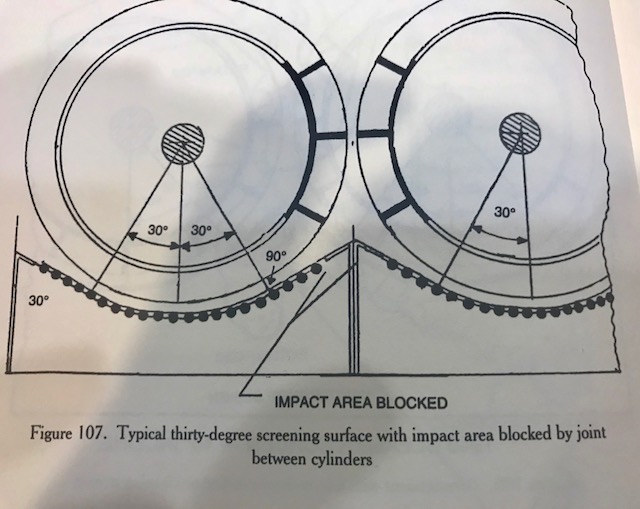
cylinder to cylinder. They came up with what we call a 30 degree wrap between the cylinders. Both of these actions reduced roping, but
cleaning efficiency was compromised. More trash was left in the cotton, less trash was extracted. It was soon realized that cotton with a higher moisture content was the main culprit. The cotton was not conditioned or prepped enough to allow the cylinder cleaner arrangements to do much good at all. So this led to the mad rush to develop systems to effectively drop moisture content in cotton, prior to reaching the cylinders. (Drying) Most common at the time were stub towers (eleven shelf) or USDA seventeen shelf varities. Once the removal of moisture from cotton improved, so did the efficiency of the cylinder cleaners. It is interesting to note that the 30 degree wrap that was used then, still is the most common today. Once Mr. A.L Vandergriff starting to analyze this arrangement while doing experimental work at Lummus, he changed this wrap to 40 degrees in 1949 in a feeder he designed. This resulted in the screen going higher between the cylinders. He found this to be a critical area, and by increasing this angle, the cylinders engaged with the cotton even more and much greater trash removal resulted. He also changed the support area from between the cylinders to under them. By removing this support and little flange that protruded out into trash removal area, cleaning efficiency further improved.

Early Arrangement with 30 degree wrap between cylinders.
Note impact area blocked reducing trash removal.
Vandergriff Arrangement 1949. Lummus.
Impact area open. More drastic 40 degree incline between cylinders
allowing for more cylinder exposure and trash release.
Vandergriff Arrangement.
Supports under cylinders.
Area between cylinders open to allow
for more trash removal.
Mr. Vandergriff continued using this arrangement in all his designs through the late 1990's and even increased the angle between the cylinders from 40 to 45 degrees. Cylinders were supported under, not between. The ginning industry for the most part still uses a 30 degree wrap and continues to support thr screens between the cylinders.
There is another important factor that affects the efficiency and operation of the cylinder cleaners and that continues to be drying. While these early tower type arrangements did help, the inability to remove enough moisture left the gins with no choice but to slow the cylinders down and even slow the ginning rates down to maintain grades. He are some little tidbits about drying and cylinder cleaning that I learned from my dad.
You do not want a long pipe run from your dryer to you cylinder cleaners. Why? The longer the run the more significant the temperature drop off of the cotton. Yes, you can overcome this but it requires more HP and BTU's. They will sell you a bigger heater. It is well known that cylinders operate and remove trash and foreign matter more efficiently when the cotton is warmer. And moisture reduction (drying) continues. Good drying systems have little temperature fall-off between the entry point of the cotton and exit point. You do not want an extreme drop off at the exit point, coupled with a long pipe run. Your cylinder cleaners are placed in a difficult position with this arrangement. The drying and moisture removal from cotton is three times greater at 200 degrees than 150 degrees. If your cotton exits your dryer at 150 goes on a long pipe run and then enters the cylinder arrangement? Drying does not continue to any serious extent and trash extraction is seriously compromised. If grades are being compromised and cylinder cleaners not getting the job done, heat is your friend. This also helps with roping, and neps as well. Warm, well conditioned cotton that gets into the cylinder arrangments quickly lets them do what they are supposed to do in the most efficient way possible. Use the Vandergriff arrangement for your screens under the cylinders see even better results.
Try to limit the number of cylinders the fiber is exposed too. Some plants are overkill in this area, and fiber quality and integrity is compromised. This is just another reason not to have them as part of your dryer. More cylinders are not necessarily better if you have a good drying system and the cleaners are set-up right.
If you are using Tower type dryers, just know that any of them with shelf spacings under 12" are a energy hog. Big static drop. They require the use of much more HP and BTU's to move the cotton along and try to maintain the temperature. Even with this, there is considerable temperature drop-off from entry to exit. There are still alot of stub tower's tucked away in many gins. The same thing applies to taller tower arrangements, and they have even more of a temperature fall off from entry point to exit. The only really successful Tower Dryer arrangement was The Vandergriff Hot Shelf Dryer and Even Heat Dryer. The cotton remained warm through the drying cycle and there was no drop-off in temperature at the exit point. Shelf Spacings were wider and vanes and bump-ups along the shelves created turbulance.
The cotton should be exposed to some type of "turbulent action," during the drying cycle. This starts the single locking process, exposes the fibers to warm air, letting it flow around and through, and trash release and separation begins. Now you have real moisture removal and drying is starting to occur. There should be minimal and preferably no exposure to any cylinder type situtations especially with screens or grids under them.at this point. The cotton can then enter your cylinder cleaner arrangement "conditioned" and it will let them do their job in a much more efficient manner. The Vandergriff Jet Dryer has been highly successful in meeting all the criteria mentioned.
Much of this information was taken from "Ginning Cotton, An Entrepreneur's Story," by A.L. Vandergriff. Published by Texas Tech University in 1997. The book has sold out completely. If you have one you are lucky. If you have a signed one, you have a real treasure.
Loyd Vandergriff
Vandergriff Inc.
559-324-8848
vanderinc@aol.com
"Products of Vandergriff Research."
Made in the USA